
УДК 621.389:681.121.89.082.4
Измерение плотности нефтепродуктов и концентрации компонент технологических жидкостей ультразвуковым методом
Р. И. СОЛОМИЧЕВ – к.т.н., ООО НПО «Турбулентность-ДОН», sktb_solomichev@turbo-don.ru
А. Н. СЛОНЬКО – ООО НПО «Турбулентность-ДОН», sktb_std2@turbo-don.ru
При осуществлении контроля над технологическими процессами и при организации системы количественного учета жидких углеводородов и продуктов их переработки, когда масса вещества не может быть измерена непосредственным взвешиванием, а применение других методов имеет ограничения – возрастает роль автоматизированных плотномеров, обеспечивающих измерения в реальном времени. На современном производстве зачастую оказывается недостаточным периодическое измерение плотности жидких продуктов, так как их состав с течением времени может значительно изменяться в зависимости от условий, обусловленных технологическими процессами от добычи до переработки. В таких случаях необходимо применять потоковые автоматические контрольно-измерительные устройства, которые измеряют и сохраняют в памяти значения измеряемой величины. В работе приводится обзор методов измерения плотности жидкостей, указываются их преимущества и недостатки. Обоснован выбор универсального метода измерения массового расхода, через измерения объемного расхода и плотности жидкости ультразвуковыми расходомерами. Приведена классификация погрешностей измерения плотности жидкости ультразвуковым методом, обозначены метрологически значимые условия, при соблюдении которых обеспечивается абсолютная погрешность измерения плотности нефтепродуктов до 1,5 кг/м3 . Описаны достоинства, присущие ультразвуковым расходомерам нефтепродуктов и технологических жидкостей Turbo Flow UFL (ООО НПО «Турбулентность-ДОН») и пути дальнейшего развития систем измерения на их базе.
Ключевые слова: жидкость, плотность, акустический способ, система диагностики, скорость звука, температура, концентрация.
ПОСТАНОВКА ПРОБЛЕМЫ
Плотность является одной из основных физических величин, характеризующих свойства вещества. При осуществлении контроля над технологическими процессами и качеством продукции измерение плотности веществ играет существенную роль. Необходимо отметить, что в последние годы уделяется все больше внимания разработке и исследованию новых принципов измерения, созданию конструкций приборов для автоматического измерения плотности, которые являются весьма важным элементом комплексной автоматизации производственных процессов во многих отраслях промышленности от добычи до переработки, транспортировки и реализации конечному потребителю. Весьма велика роль измерения плотности и в организации системы количественного учета жидких углеводородов, когда масса вещества не может быть измерена непосредственным взвешиванием на весах, а другие методы имеют ограничения, и ее приходится определять по результатам измерений объемного расхода и плотности [1].
Каждое современное производство требует соблюдения определенных технологических условий, в противном случае возникают потери, проявляющиеся в виде ухудшения качества продукции, увеличения удельного расхода сырья и энергии или снижения производительности. При управлении производственным процессом зачастую оказывается недостаточным периодическое измерение плотности энергоносителей, так как их состав с течением времени может значительно изменяться, следовательно, и теплотворная способность и другие физико-химические параметры. Так, плотность нефти, добываемой на территории России, существенно колеблется в пределах каждого нефтегазоносного района, ее значение может составлять от 750 до 950 кг/м3 [2]. В таких случаях необходимо применять потоковые автоматические контрольно-измерительные устройства, которые указывают, регистрируют или записывают значения измеряемой величины, являющиеся постоянным документом, и могут служить основанием для составления баланса производства, для возвратного контроля и других воздействий в процессах управления и контроля.
Эти автоматически действующие приборы позволяют получать непрерывную информацию об изменениях в ходе производственного процесса, что существенно облегчает управление производством [3].
Тем не менее, на предприятиях переработки нефтепродуктов и нефтяной промышленности внедрение подобных систем происходит не достаточно интенсивно, что вызвано в основном применением измерительных приборов, предназначенных для проведения дискретных или лабораторных измерений [3]. Использование данных приборов в автоматизированных системах сбора информации невозможно, чего нельзя сказать о зарубежных средствах измерения, которые более полно удовлетворяют требованиям подобных систем. Однако приборы зарубежных производителей не всегда доступны по причине высокой цены и дорогостоящего обслуживания, а также не соответствуют политике импортозамещения, реализуемой государством для обеспечения полноценного парка отечественных средств измерения.
ЦЕЛЬ И ЗАДАЧИ ИССЛЕДОВАНИЯ
Целью исследования является анализ, выбор методов и средств поточного измерения плотности нефтепродуктов и концентраций технологических жидкостей в реальном времени, и применение их при автоматическом контроле массового расхода. Для достижения поставленной цели необходимо решить следующие задачи:
- выполнить анализ и выбор методов, пригодных для автоматического режима измерения плотности нефтепродуктов и технологических жидкостей;
- на основе анализа нормативной документации установить пределы относительной погрешности измерения плотности жидкостей ультразвуковым методом.
ОБЗОР МЕТОДОВ ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ЖИДКОСТИ
Для определения характеристик плотностей жидкостей и газов существует большое количество методов (рис. 1), которые отличаются по своему конструктивному исполнению и принципу действия [4]. Большую группу составляют поплавково-весовые методы (ООО «Союзцветметавтоматика», Россия; Атом, Россия; Lemis-Baltic, Латвия; Tobias Associates, США), среди которых измерение ареометром, метод гидростатического взвешивания, поплавковый, и гидростатические методы определения плотности (Lemis-Baltic, Латвия; Mettler-Toledo, Швейцария), которые определяют зависимость статического давления столба жидкости постоянной высоты от их плотности. К отдельной группе можно отнести гидродинамические методы, зависимые от плотности других физических величин, например, времени истечения жидкости из отверстия, степени удара струи о барьер, энергии потока жидкости, динамического давления. Данные плотномеры просты в эксплуатации, но практически не поддаются автоматизации. Действие радиоизотопных плотномеров (SAIP, Франция; Ohmart, США; НПП «Тетра», Украина) основано на определении ослабления пучка излучения в результате его поглощения или рассеяния слоем жидкости, которое связано с плотностью среды. Их достоинством является отсутствие контакта с исследуемой жидкостью, а недостатком – необходимость защиты персонала и сложность эксплуатации.
Плотномеры на основе вибрационного принципа (Mettler-Toledo, Швейцария; Термэкс, Россия; Пьезоэлектрик, Россия; Lemis-Baltic, Латвия) на сегодняшний день являются одними из самых точных и чувствительных в линейке приборов для измерения плотности жидкостей, оснащены электромеханическим генератором, который состоит из приемных катушек и катушек возбуждения.
На выходе происходит сравнение частоты колебаний усилителя с частотой кварцевого генератора. Частотомер измеряет разность частот этих колебаний, которые в конечном итоге и замеряют плотность жидкости [5].
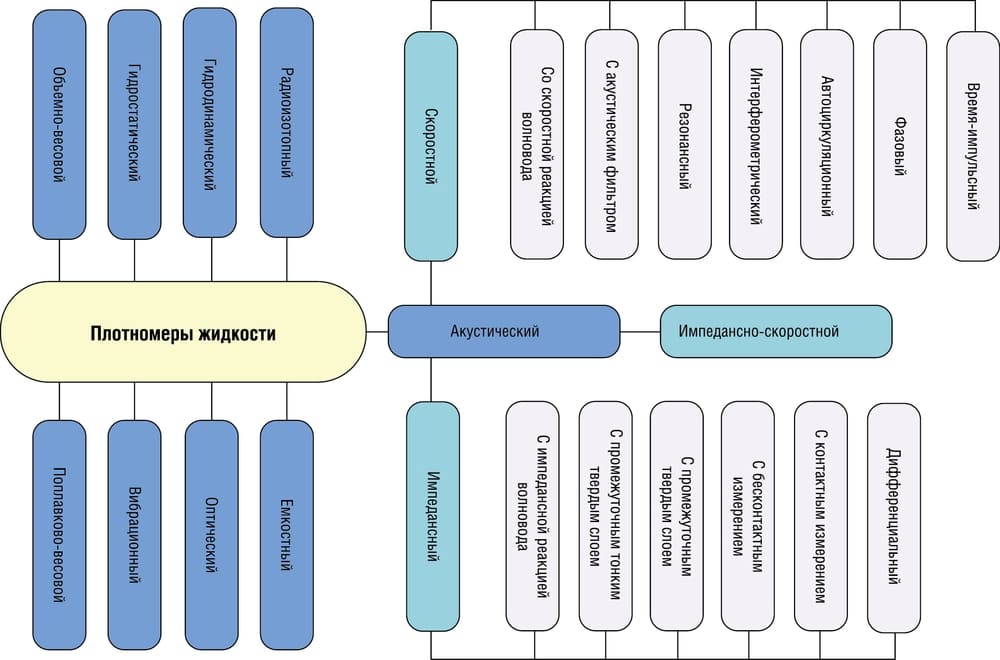
Рис. 1. Методы определения плотности жидкостей
Несмотря на наличие разнообразных методов измерения физико-химических параметров, требование сохранения работоспособности и точностных характеристик средств измерений при их использовании непосредственно в технологическом процессе существенно сужает круг подходящих первичных преобразователей из-за необходимости выполнять автоматические измерения в условиях высоких температур, агрессивности, переменности состава объектов контроля и т. д. Как известно, именно в таких ситуациях применение ультразвуковых преобразователей в качестве первичных датчиков контроля качества технических жидкостей оказывается достаточно эффективным.
Физической основой промышленного применения ультразвуковых методов для измерения характеристик жидких сред (Геотрон, Россия; Haffinans B.V, Нидерланды; Flixim, Германия) является функциональная зависимость параметров ультразвуковых волн, распространяющиеся в жидкостях (скорость распространения, коэффициент затухания, продольный и сдвиговый акустические импедансы), от свойств жидкости [6]. В настоящее время применяются в основном измерения скорости звука.
Для измерения непосредственно скорости звука применяют время-импульсный метод, который основан на измерении времени распространения УЗ волн в контролируемой среде в зависимости от изменения плотности среды. Зондирующие импульсы пропускают через среду с определенным периодом T с помощью УЗ передатчика и принимают эхо-импульсы приемником. Импульсы запуска устанавливают в логическую единицу измерительный триггер, который разрешает работу измерителя временных интервалов. Эхо-импульс после усиления и преобразования в цифровой вид сбрасывает в ноль измерительный триггер, в результате чего на выходе формируется импульс длительностью t, пропорциональный плотности среды. Цифровой код, пропорциональный длительности импульса поступает в блок обработки, где вычисляется скорость звука в среде и ее плотность.
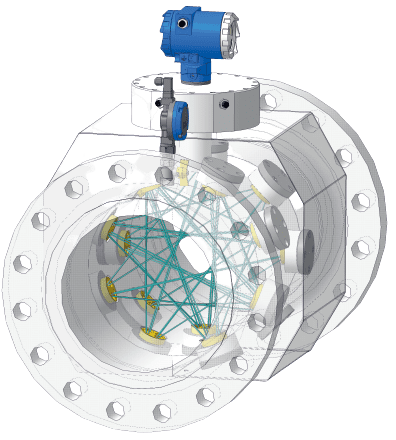
Не менее значимым аспектом при автоматизированном учете веществ в технологическом цикле производства является измерение расхода. Основными серийно выпускаемыми приборами для коммерческого учета нефтепродуктов, обеспечивающие высокую точность (до 0,15%) и воспроизводимость (0,1%) результатов измерения, широкий динамический диапазон (1:180), возможность установки на трубопроводы от 15 до 1800 мм, способность работать с реверсивными потоками, отсутствие движущихся элементов и деталей, отсутствие потери давления, широкий температурный диапазон среды измерения (-200...+200°С), измерение при избыточном давлении от 0 до 50 МПа являются ультразвуковые расходомеры.
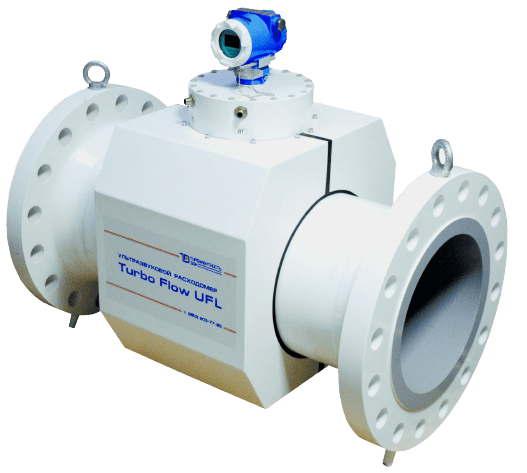
Весьма существенно, что частотный диапазон измерения (1...10 МГц) акустических параметров контролируемых жидкостей совпадает с основным частотным диапазоном ультразвуковых преобразователей расхода Turbo Flow UFL (ООО НПО «Турбулентность-ДОН»), что позволяет существенно снизить стоимость приборов контроля свойств жидкости за счет унификации электронного тракта. В этом плане наибольший интерес представляют вискозиметры и ультразвуковые плотномеры в составе объемных расходомеров. Таким образом, основными преимуществами такого прибора является:
- автоматизированный коммерческий учет нефтепродуктов по массе с высокой точностью до 1,5 кг/м3 [7, 8]
- отслеживание качества нефтепродуктов в реальном времени и концентраций компонент технологических жидкостей;
- оперативность получения информации, передача ее на центральный пункт управления технологическим процессом;
- надежность и долговечность работы измерительных преобразователей в жестких климатических и технологических условиях и взрывоопасной зоне контроля;
- возможность автоматического пересчета объема, приведенного к стандартным условиям через рабочую плотность напрямую.
Такой комплекс измерений только тогда представляет интерес для практических приложений, если он в состоянии реализовать измерения с высокой точностью, – относительная погрешность измерений каждого из выше перечисленных параметров должна соответствовать современным требованиям метрологического обеспечения в сфере учета углеводородов [9].
На рис. 2 приведена классификация погрешностей измерения плотности жидкости УЗ методом, которая состоит из систематической и случайной составляющей [3]. Если случайные погрешности обычно исключаются при помощи математического аппарата путем полной или частичной компенсации, то систематическая погрешность в свою очередь определяется погрешностями измерительных каналов.
Рис. 2. Классификация погрешностей измерения плотности
Из классификации погрешностей измерения плотности жидкостей можно заметить наличие такой составляющей, как погрешность от влияния скорости потока среды на результат измерения скорости звука. Однако в большинстве случаев скорость потока при транспортировке нефти и нефтепродуктов не превышает нескольких метров в секунду и практически не влияет на точность измерения скорости ультразвука (рис. 3), в то время как в ультразвуковых преобразователей расхода (УЗПР) природного газа применяются особые схемы коррекции значения измеренного потока при изменении скорости звука [10].
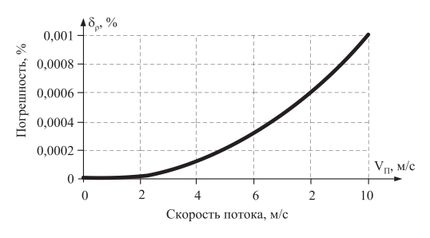
Рис. 3. Зависимость погрешности измерения плотности жидкости от скорости потока
Таким образом, измерение плотности нефти и нефтепродуктов УЗ методом с погрешностью, не превышающей 1,5 кг/м3 возможно при соблюдении следующих условий:
1. Погрешность измерения скорости распространения ультразвука в нефтепродукте не более 2,5 м/с:
а. Погрешность измерения акустической базы не превышает 30 мкм во всем диапазоне температур работы прибора;
б. Погрешность измерения времени распространения ультразвука не превышает 25 нс во всем диапазоне температур работы прибора;
в. Скорость потока нефтепродукта в трубопроводе не превышает 10 м/сек.
2. Погрешность измерения температуры нефтепродукта не более 0,5°К во всем диапазоне температур работы прибора;
3. Предварительная калибровка выполнена образцовыми средствами измерения плотности;
4. В имеющемся наборе пересчетных зависимостей имеется зависимость для контролируемого нефтепродукта или нескольких нефтепродуктов из его семейства;
5. Уровень случайных погрешностей не превышает порога, который устраняется в приборе методом проверки статистических гипотез;
6. При повышенном давлении в трубопроводе для точного перевода плотности при измеренной температуре к 20°С (15°С) известна величина этого давления, либо перевод осуществляется при давлении не более 5 кгс/см2.
Для реализации измерителя концентрации бинарных растворов, пульп, смесей жидкостей в составе УЗПР применяются методики расчета, основанные на правилах смешения нескольких веществ, согласно которым рассчитывается их концентрация в вычислителе прибора по измеренной скорости звука:

где:
М1 – молекулярный вес первого вещества;
М2 – молекулярный вес второго вещества;
СР1, CV1 – удельная изобарная и удельная изохорная теплоемкость первого вещества;
СР2, CV2 – удельная изобарная и удельная изохорная теплоемкость второго вещества;
x – концентрация первого вещества в долях.
Развитию направления по оценке плотности нефтепродуктов и других технологических жидкостей ультразвуковым методом способствует такие главные его преимущества как высокая чувствительность, безынерционность и бесконтактность измерения, отсутствие подвижных частей в потоке, отсутствие потерь давления в трубопроводах, возможность применения для измерения плотности и расхода загрязненных и агрессивных сред. Основным недостатком метода является восприимчивость к изменению температуры и пузырькам газа в жидкой среде, которые значительно влияют на поглощение звука. Для исключения данной зависимости применяют как механизмы подготовки измеряемой среды, так и механизмы выделения полезного сигнала первичными преобразователями и температурных поправок.
ВЫВОДЫ
- Проведен обзор методов измерения плотности жидкостей, указаны их преимущества и недостатки. Обоснован выбор акустического время-импульсного метода измерения объемного расхода и плотности, который является универсальным.
- Раскрыта проблематика измерения плотности нефтепродуктов и технологических жидкостей, связанная с проведением периодических измерений зачастую не автоматизированными способами, а также с необходимостью обеспечить парк отечественных средств измерений в условиях политики импортозамещения.
- Приведена классификация погрешностей измерения плотности жидкости УЗ методом, которая состоит из систематической и случайной составляющей, обозначены метрологически значимые условия, при соблюдении которых обеспечивается абсолютная погрешность измерения плотности нефтепродуктов до 1,5 кг/м3.
- Описаны уникальные достоинства, присущие только ультразвуковым расходомерам нефтепродуктов и технологических жидкостей Turbo Flow UFL (ООО НПО «Турбулентность-ДОН»). Существенной особенностью данных расходомеров является совпадение частотных диапазонов измерения акустических параметров контролируемых жидкостей с основным частотным диапазоном ультразвуковых плотномеров, что позволяет объединить их в одном устройстве за счет унификации электронного тракта и существенно снизить его стоимость.
ЛИТЕРАТУРА:
- Кивилис С. С. Плотномеры. – М.: Энергия, 1980. 280 с.
- Шишмина Л. В., Носова О. В. Изучение физикохимических свойств нефти и газа. Лабораторный практикум. – Томск: изд-во томского политехн. унив., 2011. 197 с.
- Шаверин Н. В. Разработка ультразвукового метода и средств автоматизированного контроля плотности нефтепродуктов: автореф. дис. на соиск. учен. степ. канд. техн. наук (05.11.13). / Шаверин Н. В. НИИ интроскопии – Томск, 2003. 20 с.
- Билинский И. И. Анализ методов и средств измерения плотности нефтепродуктов / И. И. Билинский, К. В. Огородник, Н. А. Яремишена // Научные труды ВНТУ. Серия: «Автоматика и информационно-измерительная техника». – 2016, №2. С. 1–14.
- Определение плотности газа или жидкости. Приборы для определения плотности жидкости и газа [Электронный ресурс]. Режим доступа: http://intech-gmbh.ru/density_determination/ (дата обращения: 28.10.2019г.).
- Чуприн В. А. Исследование и разработка методов и средств контроля вязкости и плотности жидких сред с применением ультразвуковых нормальных волн: автореф. дис. на соиск. учен. степ. докт. техн. наук (05.11.13). / Чуприн В. А. ООО НПК «Луч». – М., 2015. 37 с.
- Акопян Р. А. Пределы погрешностей измерений массы нефти и нефтепродуктов // Измерительная техника, 1998, №5. С. 19–21.
- ГОСТ 26976-86. Нефть и нефтепродукты. Методы измерения массы. М.: изд-во стандартов, 1986. – 14 с.
- Ермолаев А. Н. Современные средства измерения плотности жидких дисперсных сред / А. Н. Ермолаев, О. В. Мельничук // Элетротехнические и информационные комплексы и системы. – 2017, №4, том 13. С. 92–97.
- Соломичев Р. И. Оценка физико-химических параметров природного газа акустическим способом / Р. И. Соломичев, А. Н. Слонько // СФЕРА. Нефть и Газ. – 2019, № 4/2019 (72). С. 46–51.
Статья в формате pdf →
- 346800, Ростов-на-Дону,
- автодорога Ростов-Новошахтинск,
1-км, стр. 6/8 - ☎ +7 (863) 203-77-80
- info@turbo-don.ru
- turbo-don.ru
